Основанная в 1992 году с зарегистрированным капиталом в 5,2 миллиона долларов США австралийскими предприятиями с индивидуальным владением, она может похвастаться производственной зоной площадью 72 000 квадратных метров.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
法语
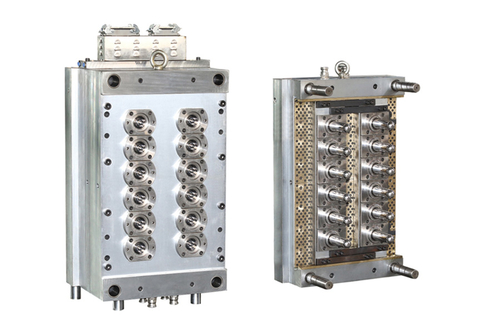
Он опирается на давно зарекомендовавший себя процесс выдувания стеклянной тары. Выдувное формование зародилось в 1930-х годах. Лишь в 1979 году выдувное формование стало широко применяться. Выдувное формование является одним из трех наиболее часто используемых методов литья пластмасс, а также быстро развивающимся методом литья пластмасс. Выдувное формование полых изделий включает три основных метода: экструзионно-выдувное формование, в основном для обработки безосновной заготовки; литье под давлением с раздувом, в основном для обработки заготовок, поддерживаемых металлическими стержнями; выдувное формование, в том числе экструзионно-выдувное.
Выдувное формование с вытяжкой, два метода литья под давлением с вытяжкой и выдуванием могут обрабатывать биаксиально ориентированные изделия. Кроме того, существуют многослойные выдувная форма , но 75% изделий для выдувного формования представляют собой экструзионно-выдувное формование, 24% - литье под давлением с раздувом и 1% - другое выдувное формование. Преимущества экструзионно-выдувного формования: высокая эффективность производства, низкая стоимость оборудования, широкий выбор пресс-форм и машин; недостатками являются высокий уровень брака, переработка отходов, плохое использование, контроль толщины продукта и ограниченная дисперсность сырья. Обрезку нужно делать потом.
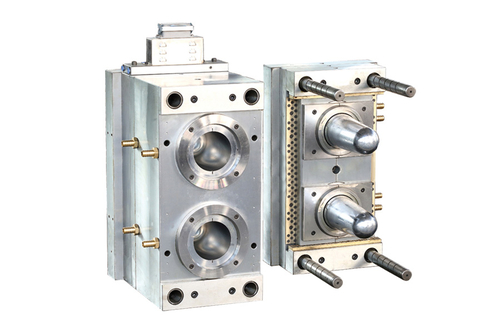
Полый контейнер изготавливают экструзионно-выдувным формованием, сначала выдавливая трубчатую заготовку между двумя открытыми формами. Когда заготовка достигает заданной длины, форму закрывают, заготовку разрезают и закрывают верхнюю и нижнюю часть заготовки. В центр заготовки вводят сжатый воздух или иглу, вставленную в заготовку, и заготовку надувают, чтобы она приблизилась к стенке полости. После охлаждения форму открывают и выпускают изделие.
Пленку, приготовленную экструзионно-выдувным формованием, выдавливают в тонкостенную трубу постоянного сечения через фильеру с кольцевым зазором, при этом из центра оправки вводят сжатый воздух для ее надувания. Под действием он постепенно удлиняется и приобретает форму; после Z он направляется к намоточному устройству и скручивается в сложенную вдвое пластиковую пленку.