Основанная в 1992 году с зарегистрированным капиталом в 5,2 миллиона долларов США австралийскими предприятиями с индивидуальным владением, она может похвастаться производственной зоной площадью 72 000 квадратных метров.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
法语
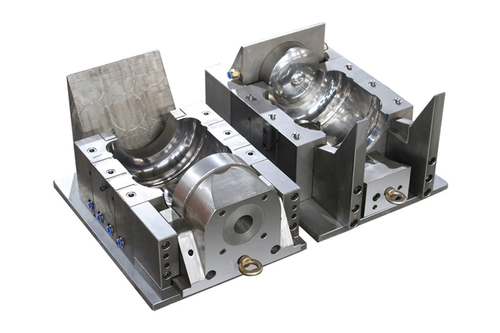
Штамповая часть выдувная форма должен быть острым срезом, чтобы облегчить разрезание паризона. Минимальная продольная длина губки Z для разрезания заготовки составляет 0,5-2,5 мм. Если он слишком мал, это уменьшит толщину соединительного шва контейнера, уменьшит его прочность соединения и даже легко разрежет заготовку, не вздувая ее. Если он слишком большой, хвост нельзя отрезать. материал, даже пресс-форма не может быть полностью закрыта. Форма разреза обычно треугольная или трапециевидная. Чтобы предотвратить износ разреза, обычно используется цементированный карбидный материал, чтобы вставки плотно прилегали к форме. Угол конца разреза, расширяющегося к поверхности формы, зависит от типа пластика. LDPE может быть от 30° до 50°, а HDPE от 12° до 15°.
Открытие и закрытие пресс-формы обычно контролируется сжатым воздухом, а скорость закрытия можно регулировать в соответствии с требованиями различных материалов. Например, при обработке полиэтилена скорость смыкания формы слишком высока, а надрез легко прорезать в заготовке, так что заготовка не может быть хорошо сварена. Это необходимо для установления баланса между скоростью и зажимным действием, чтобы зажимная часть могла быть полностью приварена, а заусенец было нетрудно удалить. Под прижимной кромкой заготовки, расположенной на поверхности разъема кристаллизатора, открывается хвостовой желоб.
Глубина хвостового желоба оказывает большое влияние на выдувное формование и автоматическую обрезку изделий, особенно для заготовок большого диаметра и малой толщины стенок. Если глубина канавки слишком мала, хвосты будут выдавливаться из-за чрезмерного давления, а форма, особенно зажимная кромка, будет подвергаться чрезмерной нагрузке, и даже форма не может быть полностью закрыта, что затрудняет обрезку хвостов; если глубина канавки слишком велика, хвосты не могут соприкасаться со стенкой резервуара, невозможно быстрое охлаждение, тепло передается на стык контейнера, размягчая его, и растягивая стык при обрезке. (Глубина хвостового желоба каждой половины формы составляет от 80% до 90% толщины стенки заготовки.
Выбор прилежащего угла хвостового желоба также должен быть соответствующим, обычно от 30° до 90°. Когда ширина пустого края велика, обычно берите большее значение. В нижней части формы для выдувания обычно устанавливается отдельная вставка для сжатия и герметизации одного конца заготовки и отрезания хвостов. При проектировании вставок на дне формы следует в основном учитывать заготовительно-прижимной нож и хвостовой желоб. Он оказывает важное влияние на формование и характеристики выдувных изделий. Вставки горлышка формовочного контейнера в основном включают кольцо горловины пресс-формы и срезной блок. Износ маленького кольца шейки штампа. Отверстие блока сдвига имеет коническую форму, а угол прилегания обычно составляет 60°. Кольцо шейки пресс-формы и срезной блок изготовлены из инструментальной стали и закалены до твердости 56-58HRC.