Основанная в 1992 году с зарегистрированным капиталом в 5,2 миллиона долларов США австралийскими предприятиями с индивидуальным владением, она может похвастаться производственной зоной площадью 72 000 квадратных метров.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
法语 В процессе пластиковая форма литье под давлением, контроль температуры чрезвычайно важен, это не только повлияет на качество продукта, но и повлияет на цикл его формования. Разные пластики обладают разной текучестью, поэтому и температурный режим у них разный. Пластмассы с хорошей текучестью обычно контролируются при температуре около 60°C; пластмассы с плохой текучестью обычно контролируются при температуре от 80°C до 120°C. Кроме того, процесс охлаждения кристаллических пластиков и некристаллических пластиков отличается, что следует отметить в процессе литья под давлением.
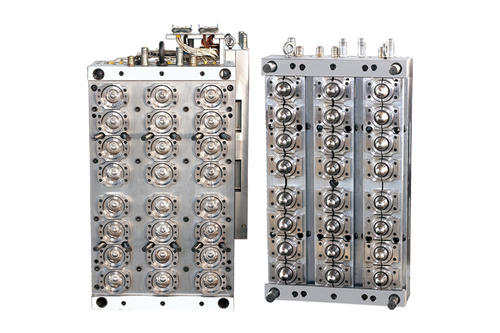
Пресс-форма для медицинских изделий с 72 полостями

Пресс-форма для медицинских изделий с 72 полостями
Если во время процесса литья под давлением пластиковых форм слишком высокая температура, это повлияет на неравномерную скорость усадки литья, что приведет к деформации формованного изделия; если температура слишком низкая, это уменьшит его текучесть, что приведет к дефектам или линиям потока на поверхности после формования. Если температура формы неравномерна, температура после отверждения также будет неравномерной, что вызовет напряжение, деформацию и растрескивание формованного изделия. Таким образом, контроль температуры оказывает большое влияние на скорость усадки, стабильность и качество продукта. Мы должны уделять особое внимание литью пластмасс под давлением.