Основанная в 1992 году с зарегистрированным капиталом в 5,2 миллиона долларов США австралийскими предприятиями с индивидуальным владением, она может похвастаться производственной зоной площадью 72 000 квадратных метров.
 英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 法语
法语 (1) Требования к конструкции поверхности разъема пресс-формы
Конструктивный дизайн пресс-формы для экструзионно-выдувного формования Положение поверхности разъема формы должно быть выбрано таким образом, чтобы сделать форму симметричной, уменьшить коэффициент надувания и облегчить извлечение продукта из формы. Поэтому положение поверхности разъема обычно определяется формой полости выдувного формования. Большинство форм для выдувания сконструированы как две полуформы, взаимодействующие с разделяющей поверхностью. Для бутылок и контейнеров неправильной формы определение положения разделяющей поверхности особенно важно. Неправильное положение приведет к невозможности извлечения изделия из формы. Или поцарапать бутылку. В это время необходимо использовать форму с неровной поверхностью разъема, а иногда даже форму с поверхностью с несколькими разъемами, состоящую из трех или более подвижных частей, что способствует извлечению изделия из формы. Для тары с круглым сечением поверхность разъема задается по диаметру; для эллиптического контейнера поверхность разъема должна проходить через длинную ось эллипса; поверхность раздела прямоугольного объема может проходить через центральную линию или диагональную линию, последняя из которых может уменьшить степень раздутия, но толщина стенки в углу, противоположном поверхности раздела, меньше. Для некоторых продуктов необходимо задать несколько поверхностей разделения. Ручка контейнера должна располагаться вдоль поверхности разъема. Поперечное сечение ручки должно быть квадратным, а углы должны переходиться дугами, чтобы оптимизировать распределение толщины стенок. Отверстия для ручек обычно образованы вставками. Ручка также может быть отлита отдельно методом литья под давлением.
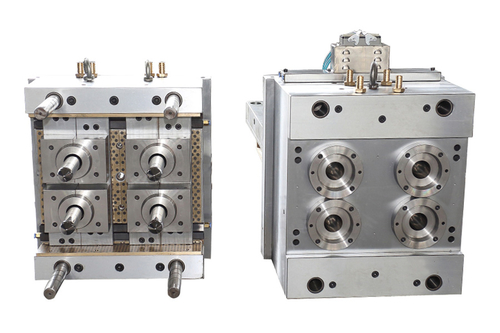
1 пресс-форма для автоматического выдувания полости

1 пресс-форма для автоматического выдувания полости
(2) Требования к конструкции полости
Полость выдувной формы напрямую определяет форму, размер и внешний вид продукта. Поверхность полости формы для выдувания полиэтилена должна быть слегка шероховатой. В противном случае это приведет к тому, что полость формы будет плохо вентилироваться, попадая в пузырьки воздуха, и на поверхности продукта появятся дефекты «апельсиновой корки». Это также приводит к низкой и неравномерной скорости охлаждения продукта, что приводит к различным скоростям усадки по всему продукту. Благодаря низкой температуре выдувной формы из полиэтилена и малому давлению накачки надутая форма не будет вклиниваться в желоб шероховатой поверхности полости, а будет располагаться на гребне или поперек гребня волны, обеспечивая таким образом что продукт имеет гладкую поверхность и имеет крошечные сетчатые каналы для легкой вентиляции полости формы. Пескоструйная обработка полости может создать шероховатую поверхность. Размер частиц пескоструйной обработки должен быть соответствующим. Для форм для выдувного формования HDPE можно использовать более крупный размер частиц, а для LDPE следует использовать более мелкий размер частиц. Травление полости также может формировать шероховатую поверхность, а также может образовывать узоры на поверхности изделия. При выдувном формовании прозрачных или глянцевых контейнеров (особенно из ПЭТ, ПВХ или ПП) полируйте полость. Для выдувного формования инженерных пластиков полость пресс-формы, как правило, не может подвергаться пескоструйной очистке. В дополнение к рисункам травления его также можно полировать или матировать.